溶接記号 一覧
発行者: 23.11.2022
S :溶接部の主要寸法。例えばすみ肉溶接の場合は脚長を表します。. レ型開先とは材料の溶接部を斜めにカットしそのカットした部分を溶接する方法で、特にカットした部分がレ型になるものです。 開先指示にはやり方があります。. チタン 純チタン チタン合金.
鋼板同士をT字につなぎ合わせたり 図4 、平行に重ねたものをつなぎ合わせたり 図5 する溶接方法を「すみ肉溶接」といいます。. 溶接の種類 図示(破線は溶接前の開先を示す。) 記号(破線は基線を示す。) 1 X形開先溶接 2 K形開先溶接 3 H形開先溶接 4 K形開先溶接及びすみ肉溶接. 放射線透過試験 JIS Z T 継手を除く突合せ溶接において,レ形開先,J 形開先など開先を取る側を示さなければならないときは,矢を折って当該部材を示さなければならない。 表 A.
T :特別指示記号 つもりはない 型・ U 型などのルート半径. YouTubeにて、金属加工Mitsuriチャンネルを運営中! こちら からご覧ください!.
2 7. Mitsuri. 3 3 3 ?
現場溶接は,矢と基線との交点に現場溶接記号を加えることによって指示される。 記号は,基線と直角かつ上方に付けられ,右向きに描かれる (表 3 の No. 表面形状及び仕上げ方法の補助記号は,溶接部の基本記号に近接して記載する。 (表面形状-表 3 の No. 図8 に千鳥断続すみ肉溶接の溶接記号と、実際の溶接状態を表しました。基線の下側基本記号は、溶接の脚長 6 、溶接の幅 30 、溶接の数 3 、溶接のピッチ を示しています。.
溶接記号の基本と決まりごと(ルール)

突き合わせ溶接の指示は図 9 の通りです。2枚の板を突き合わせて溶接を行います。ルートを取って片側からの溶接で完全溶け込み溶接を指示した場合、裏当て金という治具を反対側に当てて溶接が行われます。. 矢は溶接される部材の一方を指し,その表面,中心線に接触させる。 溶接が部材の接触面になされるときは,基本記号は基線の中央に置かれ,矢の側/反対側とは無関係である。 プロジェクション溶接の矢は,プロジェクションをもつシートを指示する (表 A. 図8に示すようにレ型とすみ肉を組合わせた指示も可能です。この図の場合もレ型は部分溶け込み溶接ですので()寸法となります。 もちろん両側指示も可能です。. Mitsuri記事TOP 金属加工 溶接 溶接記号の一覧【基礎講座】溶接指示を徹底理解!種類と書き方をマスターしよう.
開先を両側に行うことで溶接部が K 型になるものです。 この指示もレ形と同じ用に基線と矢を配置します。. 溶接記号は規格化されていて、 溶接記号を見ればひと目で、溶接の種類、開先の形状・深さ・角度、ルート間隔、非破壊検査方法などが分かります。製図者の指示通りに溶接するために、溶接記号の理解は必要不可欠です。代表的な補助記号も合わせて学びましょう。. 溶接の種類 図示(破線は溶接前の開先を示す。)/ 記号 突合せ継手 1 へり溶接 2 フランジ溶接 角継手 3 へり溶接 4 フランジ溶接.
IVJUKX J U. AET AT. JIS 1 .
鋼板同士をT字につなぎ合わせたり 図4 、平行に重ねたものをつなぎ合わせたり 図5 する溶接方法を「すみ肉溶接」といいます。. チタン 純チタン 【チタンの特徴と用途とデメリット】チタンは他の金属とどう違うのか. すみ肉溶接には、連続すみ肉溶接と断続すみ肉溶接 タップ溶接 があります。さらに断続すみ肉溶接は、並列断続すみ肉溶接と千鳥断続すみ肉溶接の2種類に分類できます。千鳥の溶接記号は、上下の三角記号を互い違いにずらして書きます 図7 。. 尾は,必要に応じて基線の端部に付けられ,次のような補足的指示が溶接記号の一部として含まれる。 a 開いた尾 A1は溶接施工要領書(WPS),溶接施工法承認記録(WPQR)又はその他の文書 b 閉じた尾 図 7-溶接記号の尾の使用例.
JIS Z. SUS SUS SUSSUS. a A1WPSWPQR b 7. DIY .
無料会員向けテキスト
現場溶接は,矢と基線との交点に現場溶接記号を加えることによって指示される。 記号は,基線と直角かつ上方に付けられ,右向きに描かれる (表 3 の No. 鋼板同士をT字につなぎ合わせたり 図4 、平行に重ねたものをつなぎ合わせたり 図5 する溶接方法を「すみ肉溶接」といいます。.
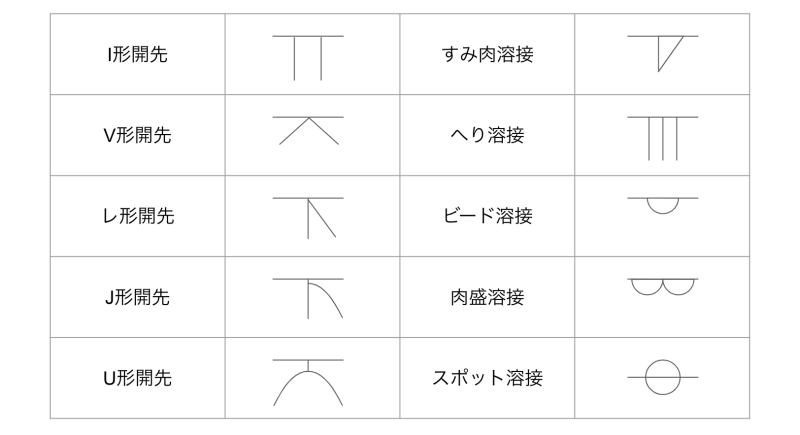
磁粉 探傷 新幹線 横浜 福岡. 図2 に、溶接の基本記号一覧を示しました。基本記号とは、溶接部の開先形状や溶接方法を指示する記号です。 開先 かいさき とは別名「グルーブ」とも呼ばれ、母材をつなぎ合わせる溝を指します。開先は溶接部の強度を確保するために重要な箇所で、様々な種類があります。.
対称な溶接を示すには,基本記号を基線の両側に記載する (表 2-基本記号を組み合わせた両側溶接継手の記号 参照) 。非対称両側溶接の例を, 表 A. チタン 純チタン チタン合金.
- 前のブログは出版特設ページです。 次のブログは製造業業界用語です。.
- SPCC SPHC 【SPCC基礎知識】SPCCの金属加工を依頼するならMits
- 溶接記号は規格化されていて、 溶接記号を見ればひと目で、溶接の種類、開先の形状・深さ・角度、ルート間隔、非破壊検査方法などが分かります。製図者の指示通りに溶接するために、溶接記号の理解は必要不可欠です。代表的な補助記号も合わせて学びましょう。.
- コメントをお書きください コメント: 2.
T J A. 1 2. 2 A. SPCC SPHC SS pickup. 1102. 2 5 1 2 .
1. 溶接記号の基本形

表面形状及び仕上げ方法の補助記号は,溶接部の基本記号に近接して記載する。 (表面形状-表 3 の No. ノンニココンビニ 溶接・接合・熱切断 用語集. 母材の 開先 かいさき 方向は、基本記号を基線の下側に書くか、上側に書くかで区別します。基線の下側に基本記号が書かれている場合は、矢が指す側から溶接します。基線の上側に基本記号が書かれている場合は、矢の反対側から溶接します。基本記号に「ルート間隔」や「開先角度」を書き、基本記号の左側に「開先深さ」を書きます。. 現場溶接は,矢と基線との交点に現場溶接記号を加えることによって指示される。 記号は,基線と直角かつ上方に付けられ,右向きに描かれる (表 3 の No.
A 3 No. R 2 .